


Sikaflex®-268
Sikaflex®-268 is an adhesive system specifically designed for the rail industry. It is suitable for assembly bonding and glazing applications; its outstanding weathering resistivity and unique resistance to a wide variety of cleaning agents make it an ideal solution for use in exterior joints in the rail industry. Sikaflex®-268 is compatible with Sika’s black-primerless bonding process. Sikaflex®-268 can be accelerated with Sika’s Booster and PowerCure systems.
- Resistant to a wide variety of cleaning agents
- Passes EN45545 R1/R7 HL3
- Curing can be accelerated with Sika Booster and Sika PowerCure
- Excellent weathering stability
- Very good processing and tooling characteristics
- Solvent-free
PRODUCT BENEFITS
- Resistant to a wide variety of cleaning agents
- Passes EN45545 R1/R7 HL3
- Curing can be accelerated with Sika Booster and Sika PowerCure
- Excellent weathering stability
- Very good processing and tooling characteristics
- Solvent-free
Areas of Application
Sikaflex®-268 is designed for assembly and direct-glazing applications in rail, the commercial vehicle industry and for the repair market. It exhibits excellent tooling and application properties. With its superior resistance to a wide range of cleaning agents combined with outstanding weathering resistance, it can be used for exterior joints. Seek manufacturer’s advice and perform tests on original substrates before using Sikaflex®-268 on materials prone to stress cracking. Sikaflex®-268 is suitable for experienced professional users only. Test with actual substrates and conditions have to be performed ensuring adhesion and material compatibility.Product Details
| Chemical base | 1-component polyurethane | |
| Color (CQP001-1) | Black | |
| Cure mechanism | Moisture-curing | |
| Density (uncured) | 1.3 kg/l | |
| Non-sag properties (CQP061-1) | Very good | |
| Application temperature | 5 ─ 40 °C | |
| Skin time (CQP019-1) | 60 minutes A | |
| Open time (CQP526-1) | 40 minutes A | |
| Curing speed (CQP049-1) | (see diagram) | |
| Shrinkage (CQP014-1) | 1 % | |
| Shore A hardness (CQP023-1 / ISO 48-4) | 55 | |
| Tensile strength (CQP036-1 / ISO 527) | 6 MPa | |
| Elongation at break (CQP036-1 / ISO 527) | 500 % | |
| Tear propagation resistance (CQP045-1 / ISO 34) | 13 N/mm | |
| Tensile lap-shear strength (CQP046-1 / ISO 4587) | 4.5 MPa | |
| Service temperature (CQP509-1 / CQP513-1) | -50 ─ 90 °C | |
| Shelf life (CQP016-1) | cartridge / unipack pail drum | 12 months B 12 months B 6 months B |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % r. h. | B) storage below 25 °C) |
CURE MECHANISM
Sikaflex®-268 cures by reaction with atmospheric moisture. At low temperatures the water content of the air is generally lower and the curing reaction proceeds somewhat slower (see diagram 1).
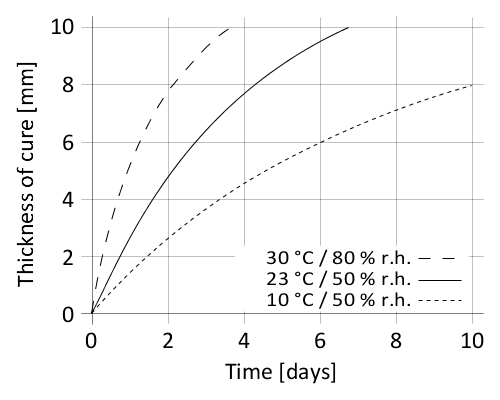
Diagram 1: Curing speed Sikaflex®-268
CHEMICAL RESISTANCE
Sikaflex®-268 is generally resistant to fresh water, seawater, diluted acids and diluted caustic solutions; temporarily resistant to fuels, mineral oils, vegetable and animal fats and oils; not resistant to organic acids, glycolic alcohol, concentrated mineral acids and caustic solutions or solvents.
It is resistant to a wide range of rail cleaning agents if used according to the guidelines of the manufacturer. Some rail cleaning agents contain aggressive chemicals such as phosphoric acids which may influence the durability of Sikaflex®-268 significantly. Therefore it is of highest importance to limit the exposure time to a minimum, observe correct dilution of cleaning agent and to perform a thorough rinsing after the cleaning process. Test newly introduced cleaning agents.
The above information is offered for general guidance only. Advice on specific applications will be given on request.
Application
Surface preparation
Surfaces must be clean, dry and free from grease, oil and dust. Surface treatment depends on the specific nature of the substrates and is crucial for a long lasting bond. All pre-treatment steps must be confirmed by preliminary tests on original substrates considering specific conditions in the assembly process.
Application
Sikaflex®-268 can be processed between 5 °C and 40 °C (climate and product) but changes in reactivity and application properties have to be considered. The optimum temperature for substrate and sealant is between 15 °C and 25 °C.
Consider the viscosity increase at low temperature. For easy application, condition the adhesive at ambient temperature prior to use. To ensure a uniform thickness of the bondline it is recommend to apply the adhesive in form of a triangular bead (see figure 1).
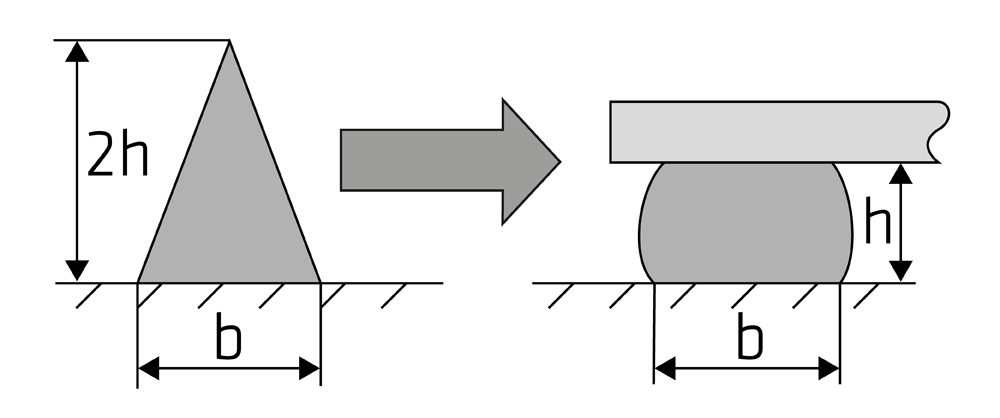
Figure 1: Recommended bead configuration
Sikaflex®-268 can be processed with hand, pneumatic or electric driven piston guns as well as pump equipment. The open time is significantly shorter in hot and humid climate. The parts must always be installed within the open time. Never join bonding parts if the adhesive has built a skin.
For advice on selecting and setting up a suitable pump system, contact the System Engineering Department of Sika Industry.
Tooling and finishing
Tooling and finishing must be carried out within the open time of the adhesive. We recommend the use of Sika® Tooling Agent N. Other finishing agents must be tested for suitability and compatibility.
Removal
Uncured Sikaflex®-268 can be removed from tools and equipment with Sika® Remover-208 or another suitable solvent. Once cured, the material can only be removed mechanically. Hands and exposed skin have to be washed immediately using hand wipes such as Sika® Cleaner-350H or a suitable industrial hand cleaner and water. Do not use solvents on skin.