SikaPower®-4720
2-component high-strength panel adhesive

SikaPower®-4720 is a 2-component high-strength epoxy adhesive with very good adhesion properties on a wide variety of substrates. It is specifically designed for metal and composite panel bonding. The glass beads guarantee a uniformed and optimal bond line thickness of 0.25 mm. The adhesive cures at room temperature to form a rigid bond.
- High strength adhesion performance
- Good adhesion to a wide variety of substrates without primer
- Long open time
- Fast curing property
- No running or dripping
- Can be spot welded (uncured)
- Engineered for optimum bond line thickness
- Accelerated curing with heat
- Low odor
- Very good corrosion protection
- Solvent free

Overview
PRODUCT BENEFITS
- High strength adhesion performance
- Good adhesion to a wide variety of substrates without primer
- Long open time
- Fast curing property
- No running or dripping
- Can be spot welded (uncured)
- Engineered for optimum bond line thickness
- Accelerated curing with heat
- Low odor
- Very good corrosion protection
- Solvent free
Areas of Application
SikaPower®-4720 is suitable for panel bonding with exposure to high dynamic stress areas such as door skins, rear body panels, roof skins or quarter panels. Use for body structure parts only in combination with spot welds or rivets, following vehicle manufacturers recommendation. Common substrates are metals, particularly aluminum (incl. anodized and rolled), cold rolled steel and FRP-substrates. Metal sheets assembled with SikaPower®-4720 (in uncured stage) can be spot welded. This product is suitable for experienced professional users only. Tests with actual substrates and conditions have to be performed ensuring adhesion and material compatibility.Product Details
| Properties |
| |||
| Chemical base |
| |||
| Color (CQP001-1) |
| |||
| Density |
| |||
| Mixing ratio | A:B by volume | 2 : 1 | ||
| Non-sag properties | Good | |||
| Application temperature | 10 ─ 30 °C | |||
| Open time (CQP580-1, -6 / ISO 4587) | 60 minutes A | |||
| Mixer open time | 30 minutes A | |||
| Clamp time (CQP580-1, -6) | time to reach 1 MPa | 4.5 hours A/B | ||
| Curing time | 80 % of strength | 24 hours A | ||
| Shore D hardness (ASTM D2240) | 80 | |||
| Tensile strength (CQP580-5) | 24 MPa | |||
| Young's - modulus (CQP580-1, -6) | 1900 MPa | |||
| Elongation at break (ASTM D638) | 3 % | |||
| STOP-using-Impact peel strength (CQP580-1, -3) | 12 N/mm | |||
| Glass transition temperature (ASTM E-1640) | 73 °C | |||
| Thermal resistance (CQP 513-1) | 1 hour | 190 °C | ||
| Service temperature | -30 ─ 120 °C | |||
| Shelf life | 24 months |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % r.h. | B) Substrate 0.8 mm steel type DC04 |
CURE MECHANISM
The curing of SikaPower®-4720 takes place by chemical reaction of the 2 components.
For indications of typical strength build-up consult the table below.
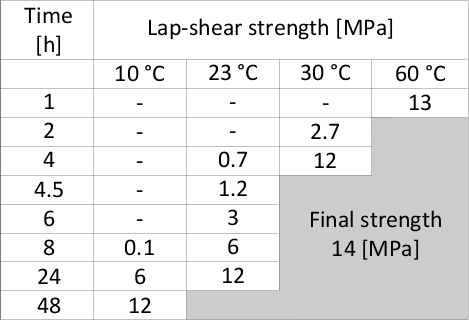
Table 1: Lap shear strength SikaPower®-4720
Application
Surface preparation
Abrade metals surfaces to bare metal, clean and degrease with Acetone or Heptane. Additional surface treatment depends on the specific nature of the substrates and the manufacturer process.
Application
SikaPower®-4720 is dispensed from 2 in 1 u−TAH cartridges with adequate piston guns. In order to achieve a proper mixing a quadro MGQ 10-19D mixer is required. At low temperatures (10 °C) cartridge needs to be warmed up prior the application to increase extrusion speed.
Extrude adhesive without mixer to equalize the filling levels, attach the mixer and dispose of the first few cm of the bead.
For corrosion protection, apply and tool the adhesive in a thin layer on both substrates covering all grinded areas. Apply an adhesive bead on one side 5 mm from the edge to reduce the material squeeze out (except the spot weld points).
Mount the spare part and add clamps at the corners first. Fix it with rivets or spot welding if required or place clamps every 10 cm. One side application will reduce the open time and final strength up to 50 % and can decrease the corrosion protection.
For detailed description of handling the cartridge and mixer as well as application process, refer to the Panel Replacement Guide, which is available via the Technical Department of Sika Industry.
SikaPower®-4720 can be applied at temperature between 10 °C and 30 °C. This temperature range is valid for the product, substrates and ambitent conditions.
Curing
SikaPower®-4720 cures at ambient conditions. The curing speed depends on temperature. 10 °C higher temperatures would result approx. in doubling the curing speed and reducing the open time by 50 %. Curing speed can be accelerated by temperature (max. 85 °C) using infrared laps or ovens.
Removal
Uncured SikaPower®-4720 can be removed from tools and equipment with Sika® Remover-208 or another suitable solvent. Once cured, the material can only be removed mechanically. Hands and exposed skin have to be washed immediately using hand wipes such as Sika® Cleaner-350H or a suitable industrial hand cleaner and water.
Do not use solvents on skin.